
Aluminiowe odlewanie od strony silnika
Pobierz najnowszą cenę| Rodzaj płatności: | T/T |
| Incoterm: | FOB,CFR,CIF,FCA |
| Min. Zamówienie: | 1500 Piece/Pieces |
| transport: | Ocean,Land,Air |
| Porta: | NINGBO,SHANGHAI |

| Rodzaj płatności: | T/T |
| Incoterm: | FOB,CFR,CIF,FCA |
| Min. Zamówienie: | 1500 Piece/Pieces |
| transport: | Ocean,Land,Air |
| Porta: | NINGBO,SHANGHAI |
Model No: 429-1039
Marka: ŻADEN
| Jednostki sprzedaży | : | Piece/Pieces |
| Typ pakietu | : | karton, paleta PE |
| Pobieranie | : |
|
The file is encrypted. Please fill in the following information to continue accessing it
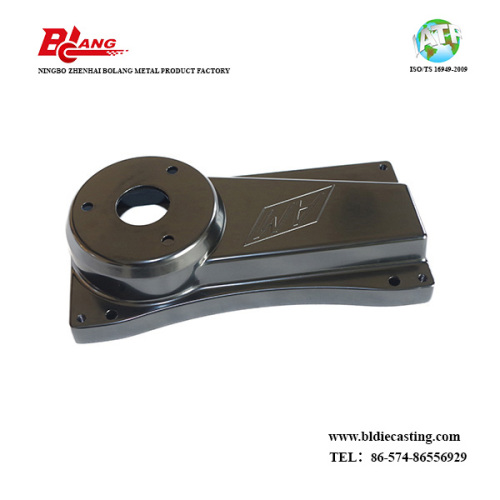
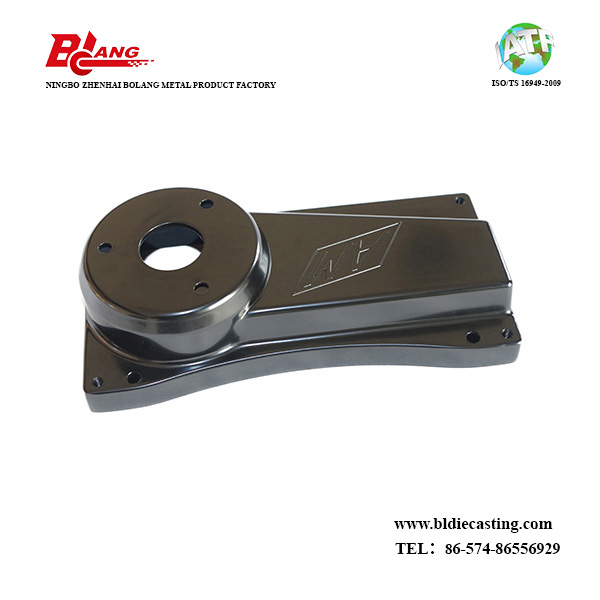
Aluminium Die Casting obudowa silnika Side, część jest obudową dla silnika prądu stałego o systemie wycieraczek, który jest stosowany do autobusu, łodzi w codziennym życiu, jest to cover, część krycia jest obudowa obrotowa 429-1040, w tym część ma cechę szyny, która służy do przesuwania współpracującej części z tworzywa sztucznego, więc na szynie występuje wymóg równoległości, lub wystąpi problem z zakłóceniami, gdy część z tworzywa sztucznego się poruszy. Co więcej, prześwit szyny jest niewielki, oznacza to, że struktura na formie będzie bardzo mała, a następnie pod warunkiem 1,5 stopnia zanurzenia i promienia 0,5 mm, łatwo może wystąpić problem akumulacji naprężeń w górnej części konstrukcji. forma, a następnie pęknięcie, prowadzące do nadmiaru materiału w dolnej części szyny, powoduje problem z przesuwaniem części z tworzywa sztucznego. i że nie jest możliwe dodanie do tej szyny obróbki skrawaniem, ponieważ jest ona zbyt mała, a koszt obróbki będzie bardzo wysoki. Rozwiązaniem jest regularne utrzymywanie formy, szybkie dodawanie do formy azotu i regularne uwalnianie, wszystkie te czynności mogą przedłużyć żywotność narzędzia.
Część ma wniosek na wykończenie powierzchni E-Coating, aby zaspokoić dzienne aplikacji, więc gęstość części jest ważny element, aby kontrolować, w instrukcji prace za operator powinien pękać część i zajrzeć do sekcji złamania zobaczyć jeśli cząstki są dobre i gęste przed wyprodukowaniem, upewnij się, że nie ma dużej pojedynczej porowatości lub dużej ciągłej małej porowatości, lub podczas powlekania elektronowego, podczas procesu utwardzania w temperaturze powyżej 170-200 stopni, porowatość istniejącej wewnętrznej woli rozwiń, aby wyjść, prowadząc do dużych problemów kosmetycznych w tej części, takich jak bańki, doły itp.
W przypadku tej części nie można przystąpić do wstępnej obróbki, takiej jak bębnowanie, ponieważ grubość ścianki jest cienka, z bębnami z kamieniami, siła uderzenia może prowadzić do odkształcenia obudowy.
Materiał: ADC-12
Liczba wgłębień: 1
Technologia procesowa: odlewanie kokilowe pod wysokim ciśnieniem, komora chłodnicza
Wymiary produktu: dostosowane
Tolerancja ogólna odlewu: klasa GB-CT4
Wykończenie powierzchni: polerowanie, Nyloy polerowanie po raz drugi
Procesy przepływu: Die Casting, Degate, De-żużel, wyrównać krawędzie, aby usunąć lampy wokół wypychaczy, Polerowanie, aby usunąć wiersz pożegnalny, Nyloy polski, aby część mają bardziej piękny wygląd, wysoka precyzja Tokarka Obróbka dwa razy, E - powlekanie, czyszczenie, pakowanie, żegluga śródlądowa do portu, ponieważ tradycyjnym terminem jest FOB NINGBO
Środek kontrolny: test materiału przychodzącego, inspekcja pierwszego artykułu, inspekcja routingu, kontrola elementu końcowego i kontrola jakości wychodzącej
Sprzęt kontrolny: CMM, Suwmiarka, Wtyk pomiarowy, Wskaźnik śrubowy
Zastosowanie: Auto Parts
Certyfikat: ISO / TS16949: 2009
Czas realizacji: 30-35 dni
Termin handlu: FOB Ningbo




















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.








