


aluminiowy przycisk odlewu ciśnieniowego
Pobierz najnowszą cenę| Rodzaj płatności: | T/T |
| Incoterm: | FOB,FCA |
| Min. Zamówienie: | 2000 Piece/Pieces |
| transport: | Ocean,Air |
| Porta: | NINGBO,SHANGHAI |

| Rodzaj płatności: | T/T |
| Incoterm: | FOB,FCA |
| Min. Zamówienie: | 2000 Piece/Pieces |
| transport: | Ocean,Air |
| Porta: | NINGBO,SHANGHAI |
Marka: ŻADEN
| Jednostki sprzedaży | : | Piece/Pieces |
| Typ pakietu | : | karton, paleta PE, pudełko plastikowe |
| Pobieranie | : |
|
The file is encrypted. Please fill in the following information to continue accessing it
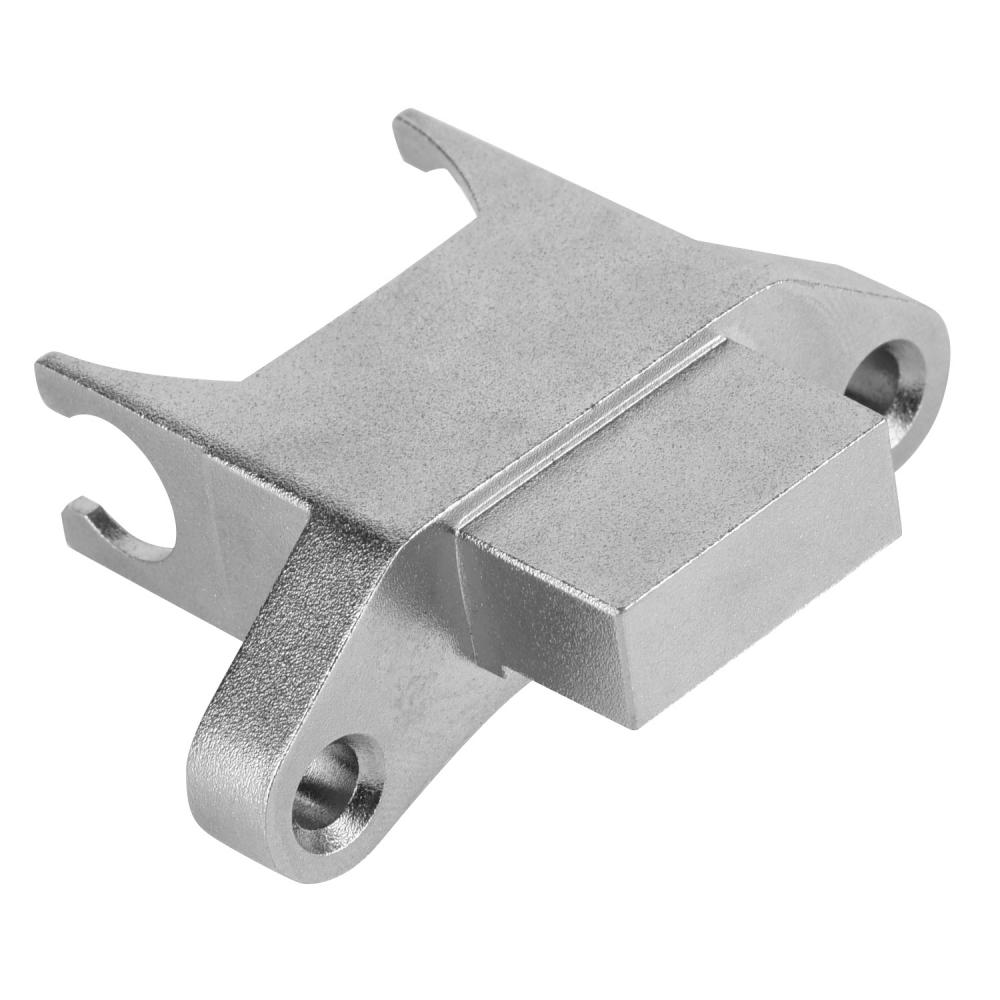
Wysokociśnieniowa aluminiowa część odlewnicza do skrzyni biegów
Część wymaga malowania proszkowego, więc gęstość części jest bardzo ważna, niewykwalifikowana część ma zwykle dużo pustki. Tak więc konstrukcja formy jest bardzo ważne, na przykład w układzie lokalizacji otworu wtryskowego, płozy, systemu odpowietrzania itp t ECHNOLOGII powlekania proszkowego ma proces utwardzanie w piecu o temperaturze poniżej 200 stopniu, w tym przypadku, porowatość wewnątrz części rozszerzy się, aby wydostać się, co prowadzi do pęcherzyków na powierzchni części, taka wada jest niedopuszczalna.
Jest to część używana jako głowica montażowa w systemie Gearbox. Technologią tej części jest odlewanie pod wysokim ciśnieniem. Nasza fabryka specjalizuje się w tej branży od ponad 16 lat. Materiałem na tę część jest ADC-12, najpopularniejszy stop aluminium w odlewnictwie.
W przypadku tego produktu należy zwrócić szczególną uwagę na deformację
Cechy: ogólne odkształcenie geometrii odlewu nie spełnia wymagań projektowych.
Przyczyny
1, konstrukcja odlewu jest zła, powoduje nierównomierny skurcz.
2, zbyt wczesne otwarcie formy, sztywność odlewania nie wystarcza.
3, zbyt małe nachylenie rzutowania.
4. Nieprawidłowa operacja odlewania.
5. Niewłaściwe umieszczenie popychacza.
Środki wykluczające
1, popraw strukturę odlewu, aby równomierność grubości ściany.
2, określ najlepszy czas otwarcia formy, wzmocnij sztywność odlewu.
3. Zwiększ nachylenie rzutu.
4, weź casting powinien być ostrożny, obchodź się ostrożnie.
5. Zastosowanie specjalnego pudełka do odlewania i sposobu usuwania bramki powinno być prawidłowe.
6. Niektóre zdeformowane odlewy można wyeliminować przez kształtowanie.
Co więcej, przy projektowaniu formy należy zwrócić dużą uwagę na linie podziału, biorąc pod uwagę wygodę operacji gratowania, polerowania.
Nawiasem mówiąc, jako doświadczony producent odlewów, zwykle wykonujemy analizę krzepnięcia przed zbudowaniem matrycy.
Materiał: ADC-12
Numer jamy: 4
Technologia procesu: Odlewanie pod wysokim ciśnieniem
Wymiary produktu: dostosowane
Ogólna tolerancja odlewania: klasa GB-CT4
Wykończenie powierzchni: polerowanie, śrutowanie
Procesy przepływu: odlewanie ciśnieniowe, przycinanie, gratowanie, polerowanie, gratowanie wibracyjne w celu wygładzenia powierzchni, obróbka skrawaniem, czyszczenie, pakowanie, wysyłka
Środek kontrolny: test materiału przychodzącego, kontrola pierwszego artykułu, kontrola trasy, kontrola pozycji końcowej i kontrola jakości wychodzącej
Sprzęt kontrolny: CMM, zacisk, miernik wtyczki
Zastosowanie: Auto Parts
Certyfikat: ISO / TS16949: 2009
Czas realizacji: 30-35 dni
Termin handlu: FOB Ningbo




















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.







